No matter how big or small your operation and your company is you likely have the same disruptive pressures on your Warehouses and Distribution Centres.
Everyone, including those who are best in class, has the need to reduce costs, improve the speed and accuracy of order fulfillment and warehouse activities, optimize inventory, and provide sufficient capacity to support growth at your busiest times of the year.
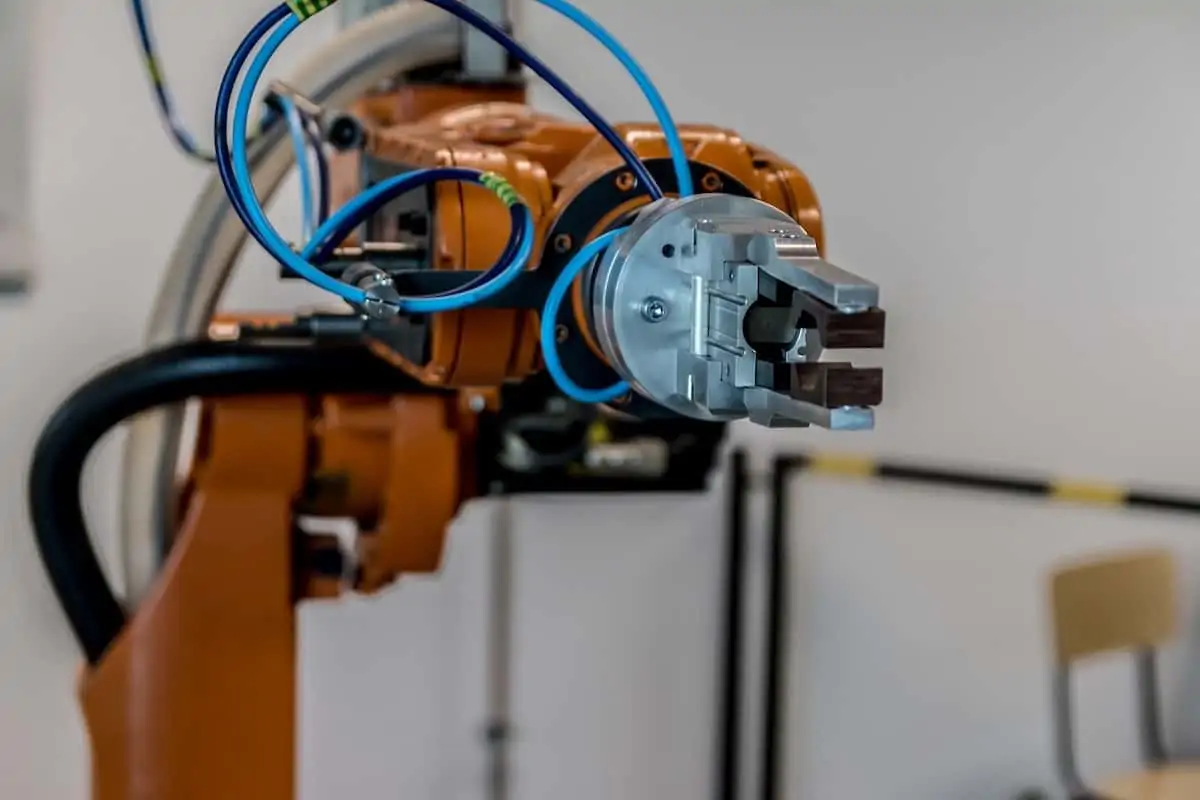
The ability to leverage technology to help address those pressures is no longer just possible for large companies. The nature of the technology landscape brings those improvements within the reach of most everyone.
Continue reading “Disruptive Warehouse Technologies for Any Company!”





 EBOOKS HERE
EBOOKS HERE