

“We are a Supply Chain Services Company,” I was told.
“If we are truly a Supply Chain Services Company, then why is our Inventory Turnover only at 7?”, I asked.
I had just joined the company and in studying their financial performance it stood out to me that if we were truly a Supply Chain Services company then having only 7 Inventory turns was extremely uninspiring.
We needed to be dramatically better at managing Inventory to convince ourselves, and our customers, that we were a trusted and leading Supply Chain Services partner. Could we double inventory turnover?
Setting the Target to Double Inventory Turnover
I needed to meet with the company leaders in the Supply Chain function quickly. I suspected we would need to invoke the model of managing the basic levers which govern the rate at which we move inventory into the company, through the company and out of the company (see my Post “Inventory Turnover Breakthrough (Part 2) – Define and Manage the Levers” (Inventory Turnover Breakthrough (Part 2) – Define and Manage The Levers!).
I met with the management team within my first week. We spent a few days crawling through the finite details of the Supply Chain organization, processes, performance, metrics and strategies. In that meeting I set the target … we needed to reach double digit Inventory turns within the next year. The team looked at me incredulously when I set that target.
But I believe we all came to the conclusion that Inventory Management and Cash Management had not really been focused on intensely. It’s not that the team wasn’t experienced, for they certainly were, but they hadn’t gone through a Game Changing transformation like I knew was necessary!
The Approach
We had over 52.5 days of Inventory in the company. As I mentioned in my prior blogs, Inventory Turnover Breakthrough, we needed to take a holistic approach and we needed to tackle the high level levers that influence inventory levels.
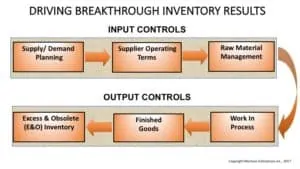
Supply/Demand Planning
As it turns out there was previously no Supply/Demand Planning process in the company. The implications of this are incredible. There is no visibility to, ratification of, or governance of the demand being loaded into the ERP system. All supply requirements, resource planning and financial forecasting flow from this demand. It took several months but we installed a homegrown global SIOP (Sales, Inventory and Operations Planning) system and business process.
While the implementation had it’s bumps along the way, it very quickly became one of the most important business processes in the company. And those who were previously skeptical about why we were doing this saw the tremendous value that came from the SIOP process. There are considerable benefits from a SIOP process not the least of which is the improved integrity of the financial process, forecasting, resource and capacity planning, and Inventory Management.
Supplier Operating Terms
Early on the team and I looked in great detail at the operating parameters in the ERP system. We looked at Order Lead Times, Replenishment Order Lead Times, Safety Stock levels, Minimum Order Quantities (MOQs) and Production Cycle Times. And we looked at this at the part number/sku level; there is really no other way to do this but to get to that level of detail.
The results were astonishing. We had skus with lead times and safety stock levels which were driving as much as ONE YEAR’S WORTH of component level inventory. Lead times were nothing more than standard numbers you would get from a Supplier catalogue or from a Customer Service representative. The Lead times had not only not been negotiated at all, but if a supplier gave a lead time range, we took the more conservative number.
One clue for me was that there were no material shortages. On the one hand it was great not to have this issue as I had a lot of experience scrambling to get parts to meet customer demands, however it underscored the fact that there were so many buffers and contingencies built into the inventory that there was never any danger of running out of parts. You don’t want to compromise your ability to deliver to customers but there are much less wasteful and less expensive techniques to assure the integrity of delivery.
Further there was no differentiation between the order lead time and the order replenishment lead time. Often components may be personalized, or customized, later in the manufacturing process, meaning that goods can actually be ordered much faster than the standard order lead time suggests. Additionally techniques such as SMI/VMI (Supplier Managed Inventory/Vendor Managed Inventory) with supply hubs in place can make the actual replenishment order lead time much faster still.
The cycle time in the company, that is the time actually required to manufacture or otherwise process components into finished product, was really only 1-2 days at most. Yet many bills of material had cycle times of 1-2 weeks. We applied Lean manufacturing techniques to reduce the actual cycle times regardless.
In net, the buffers and the lack of focus that had crept in to the parameters over time were driving a ton of extra raw material which was largely just collecting dust on extensive warehouse shelves and consuming a lot of cash! There was lots of room for improvement here.
Raw Material Management
The company had thousands of component level skus in support of dozens of customers. The company had already taken the step of centralizing global buying in China which was great because there was just one single team that bought everything.
However review of the buying process showed that all parts were treated the same. There was no distinction made based on component, and demand, value; there was no stringent ABC part classification. So we invoked another lever. We created an “A Class” Buying team. Analysis showed that less than 300 parts made up over 80% of spending, and inventory value. 300 parts is a very manageable number. And having our very best Buyers, and Management, focused intensely on managing all aspects of these 300 parts every hour of every day put us on our way to making huge improvements.
Work In Process
As mentioned previously the actual cycle time to process goods in the company was very short. We initiated global projects to install kanbans and to optimize production scheduling as well as Lean out these processes, all of which had the effect of reducing the amount of material we needed in advance of production. This in turn gave us the ability to reduce the number of days in these parameters in the ERP system. And our ability to respond to customer demands, and demand changes, increased incredibly.
Finished Goods
Finished good levels were not generally very large in this company. Our ability to process goods so quickly, and to react to demand fluctuations instantaneously given the high level of flexibility built in to our processes, meant that Finished good management was not the largest issue for us.
We did however work with some customers to demonstrate, through analysis, areas where we didn’t need to carry the buffers that were in place, which led to some reductions. In all cases we never compromised a single customer order delivery.
Excess and Obsolete (E&O) Inventory
All of the problems that we had from having no Supply/Demand process, long lead times, excessive safety stocks and buffers, customer engineering changes, and a lack of governance all had the impact over time of creating extensive amounts of Excess and Obsolete inventory which consumed cash and capacity and hurt our profits.
There are two plans of attack required to tackle E&O. First we needed to put in place all of the steps, which we outlined above, to REDUCE THE RATE of new E&O creation. Second we needed to disposition the E&O which had been created, working internally and with customers.
We made fantastic strides in both areas which allowed us to reduce E&O levels, reduce write-offs, increase disposition of these goods with customers, and in turn improve the customer experience and our financials.
Results
So how did we do? Within 9 months of the start of our transformational initiative we reduced our Inventory levels from 52.5 days of supply to 26 days. We increased Inventory turnover from 7 to 14. We took over $35M out of Inventory and put it back on the Balance Sheet as Cash.

Our team was never more proud. I served as the Executive Sponsor and worked to address any sacred cows or obstacles, real or perceived, along the way and communicate our imperative. The processes we installed, the changes we made, and the management process we effected, all ensured that we had made transformational change that would lead to sustainable results. Further we increased our capacity and we increased our ability to flexibly respond to customer demands.
And just as importantly we began the process of cultural change and instilling the belief that we can make transformational change and accomplish things that most everyone previously thought were impossible. We set the example for driving further Game Changing results in many other areas.
I quote Inventory Management Director, Drew Morgan, “… never underestimate the need for Executive sponsorship and good reporting. Whenever you undertake such a large transformative change you need your finger on the pulse. Secondly, there’s actually no such thing as a road block/dead end. Instances where you meet opposition actually strengthen your project in the long run. The re-justification of your purpose helps both the naysayer to become a supporter and for you to re-evaluate your progress and methods.”
“It’s a bit like honing an edge on a knife. Demand the impossible of yourself and your organisation. You will only see what is actually possible after you put aside the assumptions and organic constraints that have built up in processes and minds over years. Lastly, don’t expect the organisation to truly understand the change. If done correctly it will appear easy to an outsider. They’ll think it was common-sense and believe in the end that you always did it like that.”
At 14 turns, in the business we were in, we were now worthy of going to market as a Supply Chain Services provider! We were able to double inventory turnover.